░┤ššJ(r©©n)B/T4730-2005ĪČ│ąē║įO(sh©©)éõ¤oōpÖz£yĪĘĄ┌2▓┐Ęų╔õŠĆŻ©NB/T47013.1~13-2015ś╦(bi©Īo)£╩(zh©│n)Ż®Öz£yŲ¬ĮķĮB��Ż¼║ĖĮėĮėŅ^ųąĄ─╚▒Ž▌░┤ąį┘|(zh©¼)ģ^(q©▒)Ęų×ķ┴č╝y�����Īó╬┤╚█║Ž����Īó╬┤║Ė═Ė����ĪóŚlą╬╚▒Ž▌║═łAą╬╚▒Ž▌╬ÕŅÉ���ĪŻ
į┌ĪČ╔õŠĆÖz£yįuŲ¼ĪĘÖ┌─┐ųąīóĮķĮBįō╬ÕŅÉąį┘|(zh©¼)Ą─╚▒Ž▌│╔ę“Īó╚▒Ž▌įuŲ¼╝╝Ū╔�����Īóįu╝ēĘĮĘ©�����Ż¼ĘųŽĒį┌╣żū„ųąė÷ęŖĄ─╔õŠĆÖz£y░Ė└²�����ĪŻ▒Š╬─ĮķĮBłAą╬╚▒Ž▌Ż©ÜŌ┐ū�����Īó├▄╝»ÜŌ┐ū�ĪóŖAį³ĪóŖAµuŻ®įuŲ¼╝╝Ū╔║═╚▒Ž▌Č©┴┐įu╝ē�ĪŻ
ę╗ĪółAą╬╚▒Ž▌Ą─įuŲ¼
╚▒Ž▌ķLīÆų«▒╚ąĪė┌Ą╚ė┌3Ż©L/N<=3Ż®Ż¼ŪęĘŪ┴č╝y�����Īó╬┤║Ė═Ė║═╬┤╚█║Ž╬Ż║”ąį╚▒Ž▌���ĪŻī”ĮėĮėŅ^║Ė┐p│ŻęŖĄ─łAą╬╚▒Ž▌░³└©łAą╬ÜŌ┐ū�ĪóĘŪĮī┘ŖAį³���ĪóŖAµuĄ╚ąį┘|(zh©¼)╚▒Ž▌��ĪŻ
łAą╬╚▒Ž▌╩ŠęŌłD
1���ĪóÜŌ┐ū
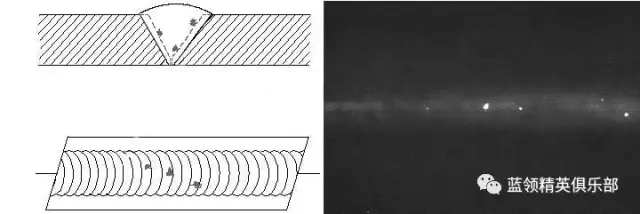
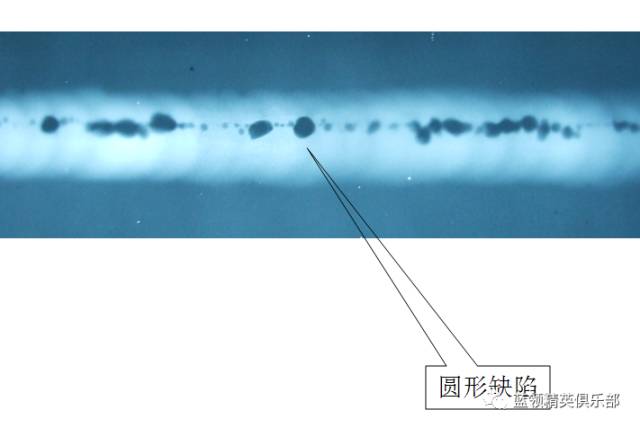
Ż©1Ż®ÜŌ┐ū│╔ę“
į┌ĪČ║Ė┐pÜŌ┐ūą╬│╔ÖC(j©®)└Ē╝░│¼┬ĢÖz£y▓©ą╬╠žąįĪĘ╬─ųąįö╝Ü(x©¼)ĮķĮB┴╦║Ė┐pÜŌ┐ūą╬│╔Ą─įŁę“ĪŻÜŌ┐ūĘų×ķå╬éĆÜŌ┐ū║═├▄╝»ąįÜŌ┐ū�����ĪŻÜŌ┐ūĮĄĄ═┴╦║Ė┐pĄ─Įī┘ų┬├▄ąį�Ż¼ĮĄĄ═║ĖĮėĮėŅ^Ą─ÅŖ(qi©óng)Č╚�����ĪóĒgąįĄ╚┴”īW(xu©”)ąį─▄ĪŻ
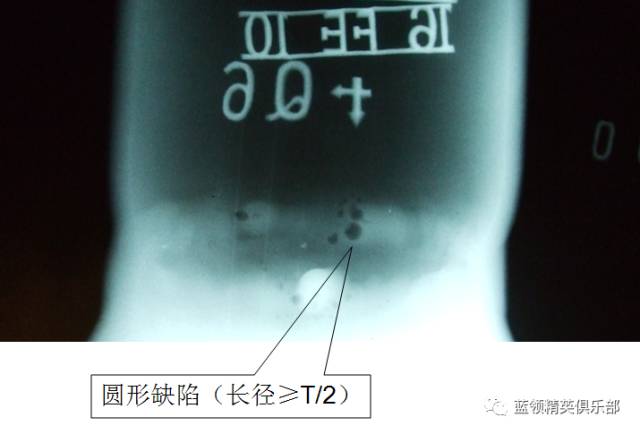
Ż©2Ż®ÜŌ┐ū╔õŠĆ│╔Ž±╠ž³c(di©Żn)
ÜŌ┐ūā╚(n©©i)▓┐│õØMÜŌ¾w��Ż¼╔õŠĆ┤®▀^ÜŌ┐ūÄū║§▓╗Ģ■ą╬│╔▓─┘|(zh©¼)╦ź£p�ĪŻį┌╔õŠĆĄūŲ¼╔ŽÜŌ┐ū│╩░Ą╔½░▀³c(di©Żn)Ż¼ųąą─║┌Č╚▌^┤¾���ĪŻå╬éĆÜŌ┐ū▀ģŠē▌^£\ŲĮ╗¼▀^Č╔��Ż¼▌å└¬ęÄ(gu©®)ät▌^ŪÕ╬·��Ż¼├▄╝»ÜŌ┐ū│╔łF(tu©ón)ĀŅ����ĪŻÜŌ┐ū┤¾ČÓ╩ŪŪ“ą╬Ą─���Ż¼ę▓┐╔ęįėąŲõ╦³ą╬ĀŅ���Ż¼ÜŌ¾wĄ─ą╬ĀŅ┼c║ĖĮėŚl╝■├▄ŪąėąĻP(gu©Īn)ĪŻ
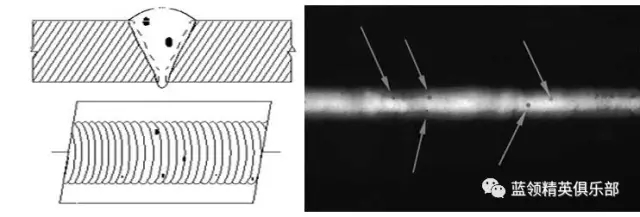
å╬éĆÜŌ┐ū╚▒Ž▌
├▄╝»ąįÜŌ┐ū
2����ĪóĘŪĮī┘ŖAį³
Ż©1Ż®ŖAį³│╔ę“
║Ė┐pŖAį³ą╬│╔įŁę“ų„ę¬ėąęįŽ┬Äū³c(di©Żn)Ż║
į┌║ĖĮė├┐īė║ĖĄ└īėķgŪÕį³▓╗Ė╔ā¶Ż╗
║ĖĮėļŖ┴„▀^ąĪ��Īó║ĖĮė╦┘Č╚▀^┐ņŻ╗
║ĖĮė▓┘ū„▀^│╠▓╗«ö(d©Īng)���Ż╗
─Ė▓─Ų┬┐┌įO(sh©©)ėŗ(j©¼)╝ė╣ż▓╗«ö(d©Īng)����Ż╗
ę║æB(t©żi)Įī┘└õģs╦┘Č╚▀^┐ņĄ╚��Ż╗
Ą┌ę╗Śl╩Ū║Ė┐p«a(ch©Żn)╔·ŖAį³Ą─ų▒ĮėįŁę“�Ż¼Ą┌Č■ĄĮĄ┌╬ÕŚlįŁę“╩Ūė╔ė┌║Ėį³į┌ę║æB(t©żi)Įī┘ųąĖĪį³▓╗╝░ĢrČ°Üł┴¶į┌║Ė┐pųąĪŻ
║Ė┐pųą┤µį┌ĘŪĮī┘ŖAį³�Ż¼«ö(d©Īng)║Ė┐p│ą╩▄æ¬(y©®ng)┴”▀^│╠ųąį┌ŖAį³ų▄ć·Ģ■ą╬│╔┴č╝yöU(ku©░)š╣Ż¼┴č╝y░l(f©Ī)š╣ĄĮę╗Č©│╠Č╚║Ė┐pķ_┴č�����ĪŻŖAį³ć└(y©ón)ųžĮĄĄ═┴╦║ĖĮė╝■ÅŖ(qi©óng)Č╚��ĪóĒgąįĄ╚┴”īW(xu©”)ąį─▄��ĪŻ
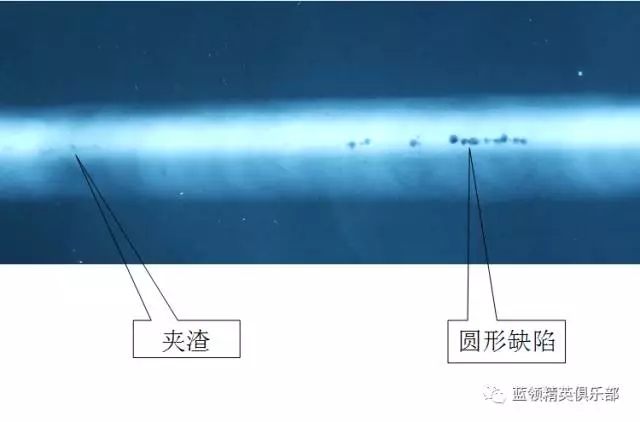
Ż©2Ż®ŖAį³╔õŠĆ│╔Ž±╠ž³c(di©Żn)
║Ė┐pĮī┘░³╣³ų°ĘŪĮī┘ŖAļs╬’ą╬│╔ŖAį³���Īó╔õŠĆ┤®▀^ŖAį³ėąę╗Č©Ą─╦ź£pŻ¼Ą½▀h(yu©Żn)▀h(yu©Żn)ąĪė┌║Ė┐pĮī┘ī”╔õŠĆĄ─╦ź£p��ĪŻ╔õŠĆĄūŲ¼╔ŽŖAį³│╩░Ą╔½░▀³c(di©Żn)Ż¼║┌Č╚Ęų▓╝¤oęÄ(gu©®)┬╔����Ż¼▌å└¬▓╗łA╗¼▓╗ęÄ(gu©®)ätŻ¼ąĪ³c(di©Żn)ĀŅŖAį³▌å└¬▌^▓╗ŪÕ╬·�����ĪŻ
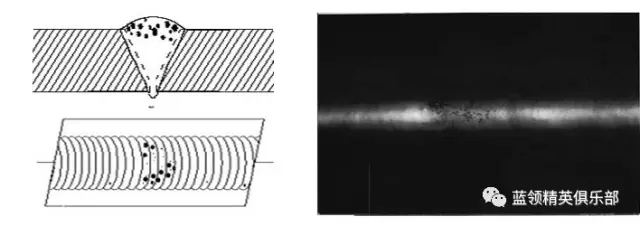
ĘŪĮī┘ŖAį³
3��ĪóŖAµu
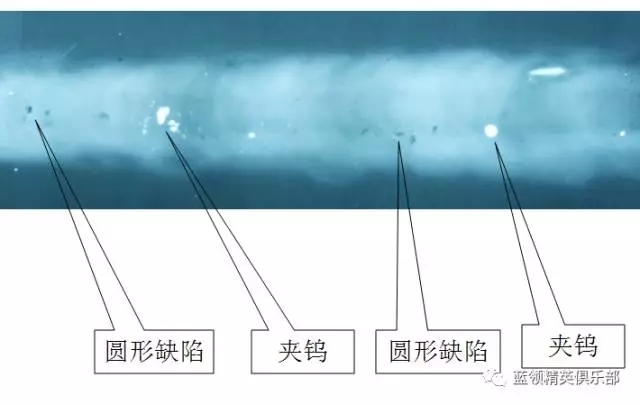
Ż©1Ż®ŖAµu│╔ę“
µuśO│ą▌dļŖ┴„Ą──▄┴”▌^▓Ņ�����Ż¼▀^┤¾Ą─ļŖ┴„Ģ■ę²ŲµuśO╚█╗»║═š¶░l(f©Ī)����Ż¼Ųõ╬ó┴Żėą┐╔─▄▀M(j©¼n)╚ļ╚█│žŻ¼ą╬│╔ŖAµu����ĪŻ
Ż©2Ż®ŖAį³╔õŠĆ│╔Ž±
Įī┘µu╔õŠĆĄ─╦ź£pŽĄöĄ(sh©┤)▒╚õō┤¾Ż¼═Ė▀^Įī┘µu║¾Ą─╔õŠĆ─▄┴┐▒╚õōĄ═�����Ż¼─zŲ¼╬³╩š╔õŠĆ«a(ch©Żn)╔·Ą─╣ŌļŖūėĖ³╔┘ĪŻį┌ĄūŲ¼╔Ž│╔┴┴╔½����Ż¼▌å└¬ŪÕ╬·ĪŻ
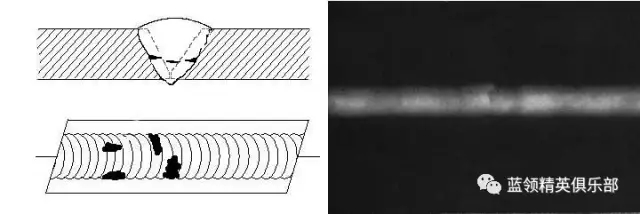
ŖAµu╚▒Ž▌
ęįŽ┬×ķīŹ(sh©¬)ļH╣żū„ųąĄ─╔õŠĆĄūŲ¼
ŖAį³║═łAą╬ÜŌ┐ū╚▒Ž▌ĄūŲ¼
ŖAį³ÜŌ┐ūŖAµu╚▒Ž▌ĄūŲ¼
łAą╬╚▒Ž▌Ż©µ£ĀŅÜŌ┐ūŻ®ĄūŲ¼

├▄╝»ÜŌ┐ū╚▒Ž▌ĄūŲ¼
ļpė░ļp▒┌═ĖššłAą╬╚▒Ž▌ĄūŲ¼

ŽxĀŅÜŌ┐ūĄūŲ¼
Č■���ĪółAą╬╚▒Ž▌Ą─įu╝ē
łAą╬╚▒Ž▌Ą─įu╝ēģó┐╝JB/T4730-2005ĪČ│ąē║įO(sh©©)éõ¤oōpÖz£yĪĘĄ┌2▓┐Ęų╔õŠĆÖz£yś╦(bi©Īo)£╩(zh©│n)ųvĮŌ����Ż¼įōś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)Č©Ą─įu╝ēĘĮĘ©Ż║
Ī░5.1.5.1 łAą╬╚▒Ž▌ė├łAą╬╚▒Ž▌įuČ©ģ^(q©▒)▀M(j©¼n)ąą┘|(zh©¼)┴┐Ęų╝ēįuČ©��Ż¼łAą╬╚▒Ž▌įuČ©ģ^(q©▒)×ķę╗éĆ┼c║Ė┐pŲĮąąĄ─Šžą╬����Ż¼Ųõ│▀┤ńęŖ▒Ē8ĪŻłAą╬╚▒Ž▌įuČ©ģ^(q©▒)æ¬(y©®ng)▀xį┌╚▒Ž▌ūŅć└(y©ón)ųžĄ─ģ^(q©▒)ė“�ĪŻ
5.1.5.2 į┌łAą╬╚▒Ž▌įuČ©ģ^(q©▒)ā╚(n©©i)╗“┼cłAą╬╚▒Ž▌įuČ©ģ^(q©▒)▀ģĮńŠĆŽÓĖŅĄ─╚▒Ž▌Š∙æ¬(y©®ng)äØ╚ļįuČ©ģ^(q©▒)ā╚(n©©i)ĪŻīóįuČ©ģ^(q©▒)ā╚(n©©i)Ą─╚▒Ž▌░┤▒Ē9Ą─ęÄ(gu©®)Č©ōQ╦Ń×ķ³c(di©Żn)öĄ(sh©┤)�Ż¼░┤▒Ē10Ą─ęÄ(gu©®)Č©įu┼ą║ĖĮėĮėŅ^Ą─┘|(zh©¼)┴┐╝ēäeĪ���ŻĪ░

▒Ē8 ╚▒Ž▌įuČ©┐“

▒Ē9 ╚▒Ž▌³c(di©Żn)öĄ(sh©┤)ōQ╦Ń▒Ē
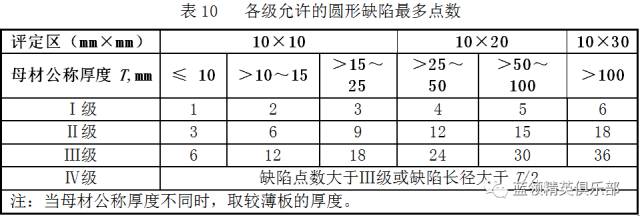
▒Ē10 ╚▒Ž▌įu╝ē▒Ē
┼e└²šf├„Ż║
└²ūėŻ║╚¶─Ė▓─╣½ĘQ║±Č╚Ż©─Ė▓─£y┴┐║±Č╚Ż®×ķ19mm����Ż¼╩ūŽ╚┼ąöÓĄūŲ¼╔ŽĄ─╚▒Ž▌ĘŪ┴č╝yĪó╬┤║Ė═Ė║═╬┤╚█║Ž╬Ż║”ąį╚▒Ž▌����ĪŻį┘Ė∙ō■(j©┤)▒Ē8▓╔ė├10Ī┴10Ą─š²ĘĮą╬įuČ©┐“�Ż¼┐“ūĪūŅć└(y©ón)ųžĄ─▓┐╬╗Ż¼£y┴┐╚▒Ž▌Ą─ķLČ╚����ĪŻ╚¶į┌įōįuČ©┐“ā╚(n©©i)ĘųäeėąŠÄ╠¢×ķAĪóB�����ĪóC���ĪóD╦─éĆ╚▒Ž▌���Ż¼£y┴┐ķLČ╚Ęųäe×ķ3mmĪó4mm��Īó2mm�����Īó5mmĪŻ
Ė∙ō■(j©┤)▒Ē9ōQ╦Ń│╔³c(di©Żn)öĄ(sh©┤)Ęųäe×ķ3éĆ��Īó6éĆ�����Īó2éĆ�����Īó10éĆ����Ż¼┐é╣▓³c(di©Żn)öĄ(sh©┤)ŽÓ╝ė×ķ3+6+2+10=21éĆ³c(di©Żn)ĪŻ─Ė▓─║±Č╚×ķ18mm���Ż¼╣▓ōQ╦Ń×ķ21éĆ³c(di©Żn)┤¾ė┌IIIĄ─ūŅ┤¾³c(di©Żn)öĄ(sh©┤)18����Ż¼Ė∙ō■(j©┤)▒Ē10įu×ķIV╝ē����ĪŻ╚¶“×(y©żn)╩šĄ╚╝ē×ķIII╝ēŻ¼ätįō║ĖĮė╝■║Ė┐p┘|(zh©¼)┴┐▓╗║ŽĖ±ĪŻ
éõūóŻ║
1����Īó>1-2▒Ē╩ŠŻ¼┤¾ė┌1ŪęąĪė┌Ą╚ė┌2Ż©įōĘČć·░³║¼2▓╗░³║¼1Ż®�ĪŻ
2Īóė╔ė┌▓─┘|(zh©¼)╗“ĮY(ji©”)śŗ(g©░u)Ą╚įŁę“,▀M(j©¼n)ąąĘĄą▐┐╔─▄Ģ■«a(ch©Żn)╔·▓╗└¹║¾╣¹Ą─║ĖĮėĮėŅ^����Ż¼Įø(j©®ng)║Ž═¼Ė„ĘĮ═¼ęŌ����Ż¼Ė„╝ēäeĄ─łAą╬╚▒Ž▌³c(di©Żn)öĄ(sh©┤)┐╔Ę┼īÆ1³c(di©Żn)Ī½2³c(di©Żn)ĪŻŻ©▒╚╚ńį┌£y┴┐łAą╬╚▒Ž▌³c(di©Żn)į┌ōQ╦Ń│╔³c(di©Żn)öĄ(sh©┤)�Ż¼╚¶³c(di©Żn)öĄ(sh©┤)×ķ18,─Ė▓─║±Č╚×ķ19mmŻ¼ć└(y©ón)Ė±░┤ššJ(r©©n)B/T4730.2-2005ś╦(bi©Īo)£╩(zh©│n)Ą─įu╝ē▒Ēįu×ķIV╝ē��ĪŻ╚¶Ę┼īÆ1³c(di©Żn)���Ż¼ät×ķ17³c(di©Żn)įu×ķIII���ĪŻŻ®
3Īóī”ų┬├▄ąįę¬Ū¾Ė▀Ą─║ĖĮėĮėŅ^�����Ż¼ųŲįņĘĮĄūŲ¼įuČ©╚╦åTæ¬(y©®ng)┐╝æ]īółAą╬╚▒Ž▌Ą─║┌Č╚ū„×ķįu╝ēĄ─ę└ō■(j©┤)Ż¼īó║┌Č╚┤¾Ą─łAą╬╚▒Ž▌Č©┴x×ķ╔Ņ┐ū╚▒Ž▌,«ö(d©Īng)║ĖĮėĮėŅ^┤µį┌╔Ņ┐ū╚▒Ž▌Ģr�����Ż¼║ĖĮėĮėŅ^┘|(zh©¼)┴┐įu×ķó¶╝ē��ĪŻ
4��Īó╚ńŽ┬▒Ēųą╦∙╩Š�Ż¼─Ė▓─║±Č╚į┌ęÄ(gu©®)Č©ĘČć·ā╚(n©©i)▓╗ėŗ(j©¼)³c(di©Żn)öĄ(sh©┤)Ą─╚▒Ž▌│▀┤ńĪŻ╚¶─Ė▓─╣½ĘQ║±Č╚×ķ23mm��Ż¼«ö(d©Īng)╚▒Ž▌ķLÅĮąĪė┌0.5mm�Ż¼ätįō╚▒Ž▌▓╗ėŗ(j©¼)╚ļ³c(di©Żn)öĄ(sh©┤)ōQ╦ŃĪŻ
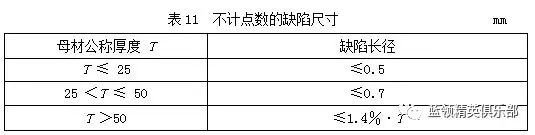
╚▒Ž▌▓╗ėŗ(j©¼)³c(di©Żn)öĄ(sh©┤)Ą─╚▒Ž▌│▀┤ń




